Student: Luc Roex
Supervisors : Arjan Habraken, Faas Moonen, Arjen Deetman
Introduction
The construction industry is responsible for 39% of total CO2 emissions worldwide, contributing significantly to environmental pollution. The transition to a low-carbon economy is essential to address the environmental crisis. Therefore, the goal of this project is to introduce a new bio-based material and assess the structural performance of a structural element (column) using additive manufacturing. Through additive manufacturing, higher levels of precision can be achieved which could lead to reduced physical labor, waste production and increased construction speed.
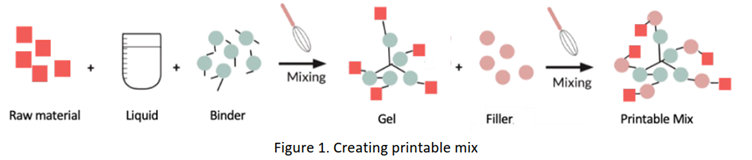
Printable bio-based material There are several ways to make a printable material. In this case (see figure 22), a gel is prepared from a raw material combined with a binder and a liquid. These ingredients are mixed until a homogeneous gel is formed. A filler is then applied which is responsible for the structural rigidity of the mixture. Mixing is done again until a homogeneous composite mix is formed.
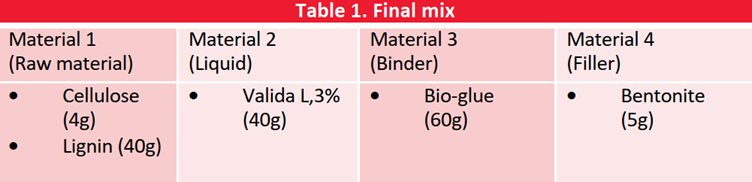
Nowadays, three basic requirements for 3D printed elements are widely accepted: 1) excellent extrudability to ensure a continuous paste; 2) sufficient build behavior to resist structural deformation; 3) sufficient strength to compensate for external damage. In this study, several printable bio-based mixture were developed. Based on the compressive test, the final mixture was chosen with which to print the structural element (column). The mixture with the highest value for the compressive stress in horizontal and vertical printing direction consists of the following bio-based materials, see table 1.
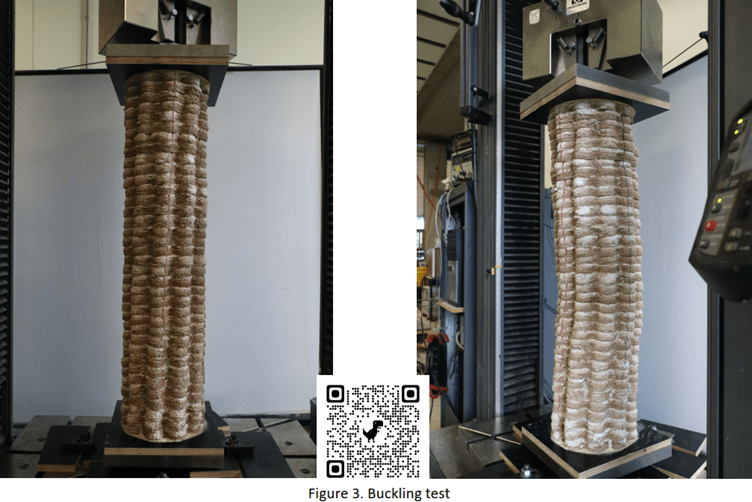
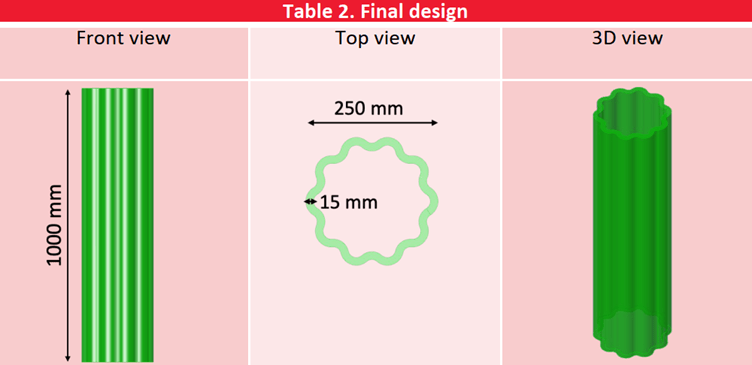
Parametric design The structural element is a straight column one metre high. An optimisation is performed on the cross-sectional area of the column using the Galapagos evolutionary solver. The focus of the optimisation is on stacking elements where the cross-section of the element has always the same thickness and the parameters search for the highest possible buckling load factor. The Galapagos optimisation results in a single solution where the buckling load factor is as high as possible. The geometry of the final design is shown in table 2.
Robotic printing
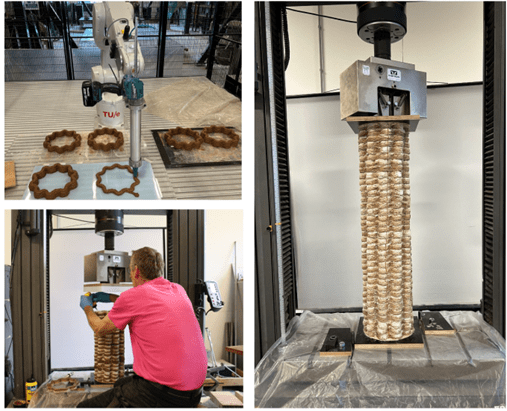
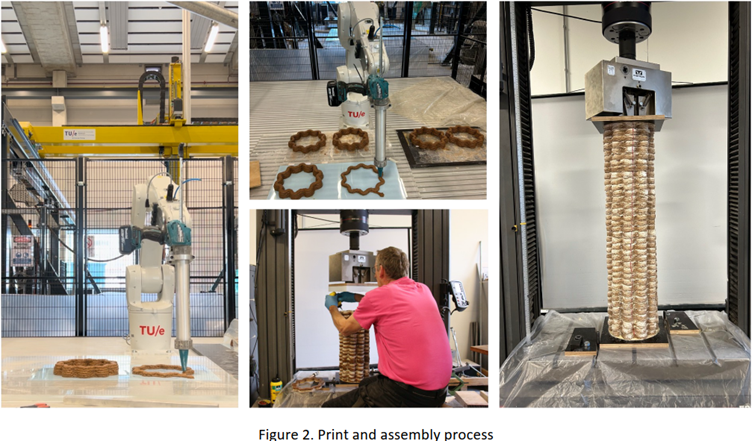
Once the optimised column design was found, a print path was determined that allowed the column to be printed in one continuous session. Robot Components was used to generate all the actions of the ABB IRB 1200-5/0.9 robot. The resulting RAPID code was loaded into Robot Studio to simulate the full print path and fabricate the structure. To reach a height of one metre, +/- 200 layers need to be printed. During the printing process, it was concluded that there are limitations in terms of printing the number of layers on top of each other. As a result, a maximum of 6 layers could be printed in one session. The column consists of 36 elements that are glued together after the curing process. After all elements are glued together, the column is subjected to a pressing force of 3kN for 4 hours for the optimal glue bond between the elements. The final strength of the glue is reached after 24 hours at 20 ˚C.
Robotic printing
Once the optimised column design was found, a print path was determined that allowed the column to be printed in one continuous session. Robot Components was used to generate all the actions of the ABB IRB 1200-5/0.9 robot. The resulting RAPID code was loaded into Robot Studio to simulate the full print path and fabricate the structure. To reach a height of one metre, +/- 200 layers need to be printed. During the printing process, it was concluded that there are limitations in terms of printing the number of layers on top of each other. As a result, a maximum of 6 layers could be printed in one session. The column consists of 36 elements that are glued together after the curing process. After all elements are glued together, the column is subjected to a pressing force of 3kN for 4 hours for the optimal glue bond between the elements. The final strength of the glue is reached after 24 hours at 20 ˚C.